Kendaraan energi baru modern secara bertahap bekerja keras dalam proses desain, di mana jaring tanduk mobil adalah salah satunya, jaring tanduk mobil logam tradisional memiliki persyaratan penampilan yang kasar, dan persyaratan mesh tidak terlalu ketat, sehingga mesh yang diproses relatif besar, jaraknya luas, proses ini memiliki biaya yang lebih rendah, kecepatan yang tidak mudah, tidak mudah. Biaya cetakan yang tinggi membuat banyak produsen pemrosesan menunggu prem untuk memuaskan dahaga mereka.
Ituproses etsaMengadopsi metode pemrosesan cairan etsa kimia, yang dapat menggabungkan keunggulan stamping dan laser, dan memproses bahan ultra-tipis dengan jala seragam, tidak ada gerinda, tidak ada dinding keriting dan lubang vertikal. Bentuk kompleks produk jaring tanduk mobil juga dapat diukir tanpa biaya tambahan, halus dan seragam tanpa gerinda, dan kerataan dipertahankan di bawah 0,02.
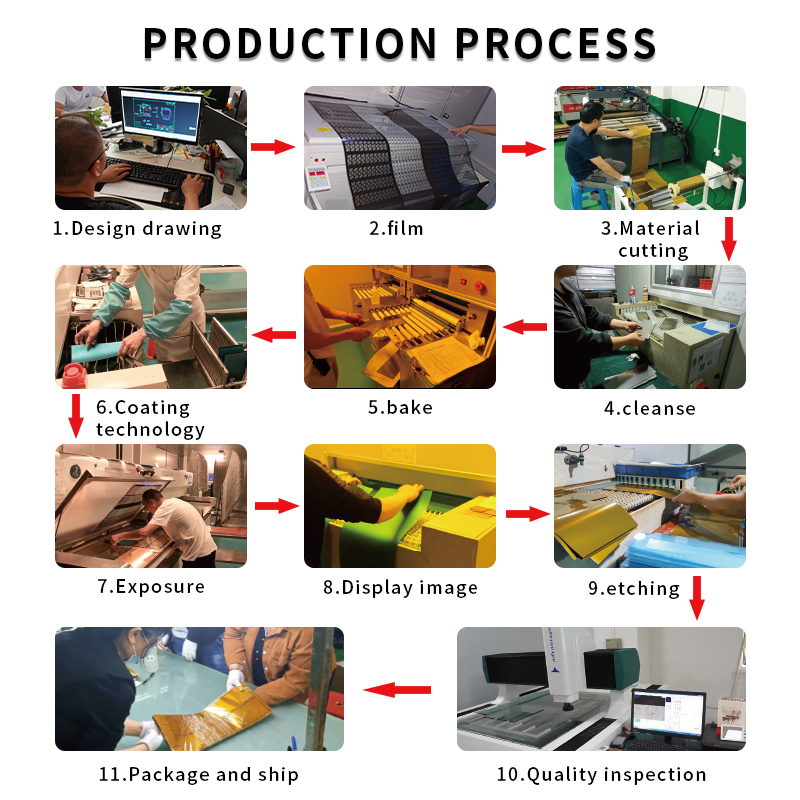
Langkah pertama untuk menentukan material, stainless steel adalah salah satu bahan yang umum digunakan, karena ketahanan dan kekuatan korosi yang baik, cocok untuk produksi tutup tanduk mobil. Saat membuat penutup net tanduk mobil, substrat logam perlu dibersihkan terlebih dahulu untuk menghilangkan minyak dan kotoran di permukaan dan memastikan kualitas proses selanjutnya. Langkah selanjutnya adalah menerapkan tinta fotosensitif, setelah substrat dibersihkan, lapisan tinta fotosensitif perlu diterapkan secara merata pada permukaan logam, yang akan mengeras selama proses paparan untuk membentuk lapisan pelindung. Langkah selanjutnya adalah paparan, di mana film yang dirancang ditempatkan di kedua sisi logam yang dilapisi dengan tinta fotosensitif, dan diekspos oleh sinar ultraviolet, sehingga pola pada film ditransfer ke permukaan logam. Setelah paparan, pelat logam dikembangkan dan tinta fotosensitif yang tidak dihilangkan dilepas, memperlihatkan bagian logam yang mendasarinya dan menyiapkannya untuk etsa.
Berikutnya adalah Korosi Kimia, yang menggunakan solusi etsa kimia spesifik untuk mengukir bagian logam yang terbuka untuk membentuk pola mesh yang diinginkan. Proses ini mencapai presisi tinggi dan menghindari kerugian laser atau stamping. Biasanya diselesaikan dengan peralatan etsa profesional, dan seluruh siklus proses pemeriksaan adalah sekitar 5 hingga 7 hari. Proses terakhir penggilingan dan penyemprotan: Setelah selesaietsa, perlu memoles penutup mesh untuk menghilangkan gerinda dan meningkatkan kualitas penampilan; Kemudian disemprotkan untuk meningkatkan ketahanan korosi dan estetika.
Dengan kemajuan sains dan teknologi, proses produksi penutup mesh loudspeaker berkembang ke arah presisi yang lebih tinggi, bobot yang lebih ringan dan penampilan yang lebih baik.
 English
English  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик